La rectification de pièces de machine est une tâche visant à améliorer l’état de surface des pièces de machine.
Les deux principales méthodes sont la rectification plane et la rectification circulaire.
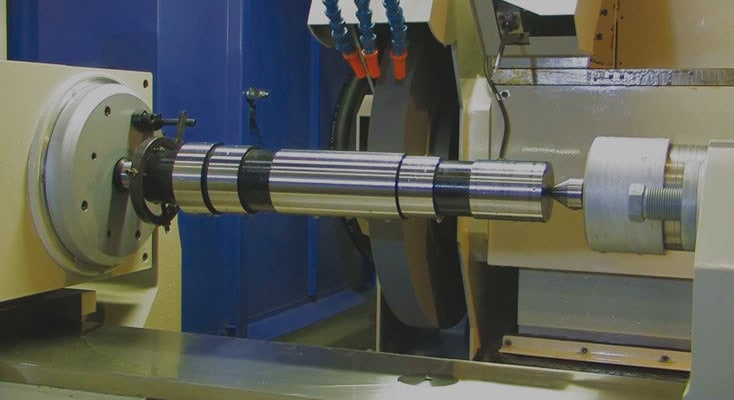
La rectification cylindrique est une opération d’usinage qui permet de créer une surface cylindriqueparfaite. Comme pour la rotation, la pièce tourne autour de son axe avec un dispositif ou un mandrin entre les centres. Il est attaqué extérieurement ou intérieurement avec une meule, avec une profondeur de coupe et une vitesse d’avance généralement données en microns. Au-delà de la précision induite, cela maintient une résistance de coupe faible et permet l’usinage de parois fines et de pièces sujettes aux vibrations.
La rectification cylindrique extérieure est le processus le plus courant. Cela permet la fabrication de composants coniques ou cylindriques tels que des essieux, des arbres et des broches pour les industries de l‘aérospatiale, de l’automobile ou de l’ingénierie générale. La meule attaque la matière autour de la pièce (rectification en plongée) ou de l’axe de la pièce (rectification longitudinale) qui est usinée en avance latérale.
La rectification cylindrique intérieure est principalement utilisée pour usiner des épaulements et des cônes intérieurs ou des trous cylindriques. L’alimentation est verticale ou plongeante.
Par rapport au tournage dur, la rectification réduit le risque de bavure dans les pièces et permet une meilleure précision dimensionnelle et de finition. Elle est utilisée pour les bielles, les pistons, les chemises, les vilebrequins, bagues de calage et autres pièces.
Quelles entités font de la rectification ?
Dans quelles Business Unit peut-on retrouver ce procédé ?